- Home page
- 3D Printers and accessoires
- Modeling
- Molding & Casting
- Tin Silicones
- Platinum Silicones
- Dragon Skin Series
- Ecoflex Series
- Equinox Series
- Mold Star Series
- Rebound Series
- Smooth-Sil Series
- SORTA-Clear Series
- Body Double Series
- Psycho Paint
- Platsil Gel & Deadener
- Rubber Glass
- Encapso® K
- Solaris
- Soma Foama
- EZ-Brush Vac Bag Silicone
- EZ-Spray Platinum Silicones
- Silicone Additives
- PU-Rubbers
- Alginate
- PU-Resins
- PU Foam
- Epoxy Resins
- Polyester Resins
- Gypsum & Cement
- Latex
- Mask Making Latex
- Mold Making Latex
- FormX Elastica Latex Rubber
- Monstermakers Foam Latex
- Monstermakers Mask making latex RD-407
- Monstermakers additives & Components
- Holden's Coating/Dipping Latex
- Holden's Body Latex - Brushable
- Holden's Mold Making Latex HX-80
- Holden's Mold Making Latex High Viscosity HX-974
- Holden's Mask Making Latex - Pourable HX-407
- Holden's Mask Making Latex - Brushable HX-807
- Holden's Cosmetic Latex
- Holden's Frisket Mask Latex
- Holden's HX-Injection Medium
- Latex Accessories
- Latex Pigments
- Latex Paint
- Latex Thickener
- AcrylCast
- Prince August
- Concrete Mixtures
- Jesmonite Acryl System
- Buddy Rhodes Concrete Products
- Seal and Release
- Additives
- Pigments
- Jesmonite liquid Pigments
- Pure Pigments powder
- Ultra Fine Pigments powder
- Silc Pig pigments for silicone
- Glow Worm Fluorescent Pigments
- Cryptolyte Glow in the Dark
- Silicone Pigments - SilcPig Electric fluorescent
- Siltone Pigment for Silicone
- SilTone Kits
- Silicone Coloring System - FuseFX
- Silicone Coloring System S.A.M
- Key Pigments for silicone
- Kryolan Flock Fiber
- Latex Pigments
- Polyester Pigment
- UVO- PU-pigments - UV-Resistant
- SO-Strong - PU-pigments
- Ignite fluorescent PU-pigments
- Real Metal Powders
- Faux Metal Powders
- Cast Magic Powders
- Paints
- Maker Pro Paint
- Maker Pro Paint Fluorescent
- Maker Pro Paint Metallics
- Vallejo Acrylic Paints
- Vallejo Metal Color
- Maker Pro Paint Additive
- Vallejo Acrylic Mud
- Vallejo Primers and Laquer
- Psycho Paint
- MM Latex Paint
- MM Latex Paint Base
- FFX LY-series paints
- FFX F-series paint
- FFX M-series paints
- jesmonite paint
- Fillers and Finishing
- Solvents & Thinners
- Adhesives
- Tools
- Equipment
- Special Make-Up
- Cannom Grease Paint
- Skin Illustrator Palettes
- Skin Illustrator Liquid
- Fleshtone 60ml
- Fleshtone 120ml
- Dark Fleshtone 60ml
- Dark Fleshtone 120ml
- FX 60ml
- FX 120ml
- FX 240ml
- Complexion 60 ml
- Complexion 120ml
- Alchemy 60ml
- Alchemy 120ml
- Grunge 60ml
- Grunge 120ml
- Grunge 240ml
- Mardi Gras Liquids 60ml
- Mardi Gras Liquids 120ml
- Necromania 60ml
- Mekash Colors 60ml
- Clear Gloss 60ml & 120ml
- Glo-Worm 60ml & 120ml
- Tattoo Classic 60ml & 120ml
- Sunburn
- Alphabetical all
- Skin Illustrator Concentrates
- Fleshtone liquid Concentrate 60ml
- Dark Fleshtone liquid Concentrate 60ml
- FX liquid Concentrate 60ml
- FX liquid Concentrate 120ml
- Alchemy liquid Concentrate 60ml
- Grunge liquid Concentrate 60ml
- Mardi Gras liquid Concentrate 60 ml
- Necromania liquid Concentrate 60ml
- Necromania liquid Concentrate 120ml
- Concentrate Alphabetical
- Skin Illustrator Singles
- Skin Illustrator Glazing Gels
- Skin Illustrator Glazing Spray
- Skin Illustrator Mouth FX
- Allied FX (Blue Bird)
- RipperFX Palettes
- Stacolor Palettes
- PAX Paints Thomas Suprenant
- MaqPro Farde Palettes
- MaqPro Make-Up Mixer
- MaqPro Creamy
- MaqPro Bruise Gel
- Old Age Stipple
- Holden's Cosmetic Latex
- Tattoo Sheets
- Brushes Make-Up
- Stamps & Molds
- Sponges and Applicators
- Head Armatures
- FormX Tools
- Kryolan Make-Up
- Special effects
- Prostetic Materials
- Help me choose
- Literature
- FormX Academy
PMC-hard rubbers
Buy Smooth-On at FormX
Smooth-On is one of the worlds leading manufaturers 3D modeling materials such as mold-making, casting and special effects materials but also industrial casting resins, adhesives and equipment. FormX is main distributor of Smooth-On products in Europe.
PMC-Series

These are somewhat harder PU-rubbers that are traditionally used in the ceramic industry.
They exhibit excellent wear resistance, cure with negligible shrinkage and are economical.
Technical bulletin PMC 744
Technical bulletin PMC 746
Technical bulletin PMC 770
Technical bulletin PMC 780
Technical bulletin PMC 790
PMC-744 info

PMC-744 has been used for years by mold making professionals to cast plaster, concrete, resins, etc. It is excellent for making molds that are strong, durable and dimensionally stable. Low viscosity ensures fine detail reproduction.
PMC-744 is ideal for making ceramic case molds and plaster block molds, reproducing ornamental plaster, making molds for casting concrete, casting a variety of Smooth-On urethane resins, casting wax and making a variety of mechanical rubber parts.
- Semi Transparent Amber Colour
- Shore 44A
Technical Bulletin

- Read the safety information label. Click on the image
- Lisez les informations de sécurité cliquez sur l'image
- Lea la etiqueta de información de seguridad. Haga clic en la imagen
- Lees het veiligheidsinformatie label. Klik op de afbeelding.
- Lesen Sie das Sicherheitsinformationsetikett. Klicken Sie auf das Bild.
PMC-744


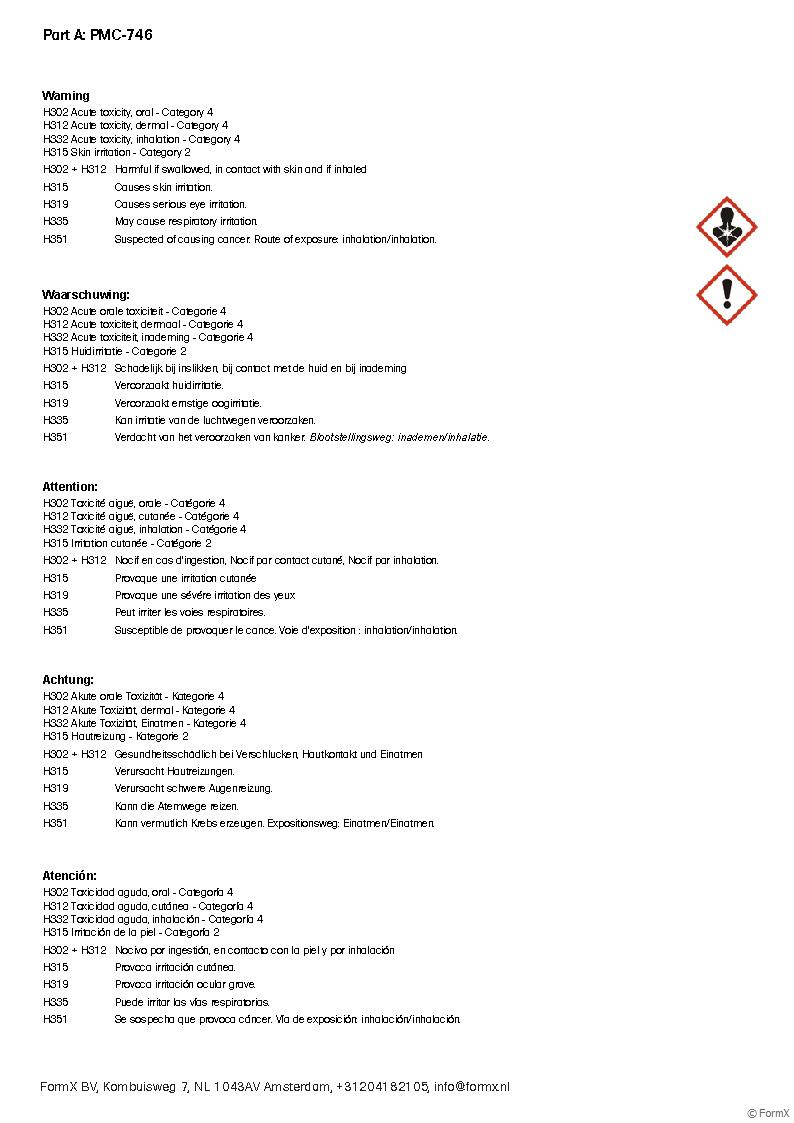
PMC 746 Safety
- Read the safety information label. Click on the image
- Lisez les informations de sécurité cliquez sur l'image
- Lea la etiqueta de información de seguridad. Haga clic en la imagen
- Lees het veiligheidsinformatie label. Klik op de afbeelding.
- Lesen Sie das Sicherheitsinformationsetikett. Klicken Sie auf das Bild.
PMC-746 info

PMC-746 was developed to make molds for casting gypsum plasters. It is well suited for use as a rubber case mold – especially large case molds where extra rigidity is required. Durability and moisture resistant properties PMC-746 is also used by zoos and museums for a variety of mold-making, display and exhibit applications. Other applications include making plaster block molds, reproducing ornamental plaster, pre-cast concrete molds, casting waxes, rigid polyurethanes, epoxies and a variety of special effects.
Shore hardness is 60 A
mix ratio: 2:1 by weight or volume
contains no mercury.
Technical Bulletin
PMC-746


PMC-746 Clear Amber

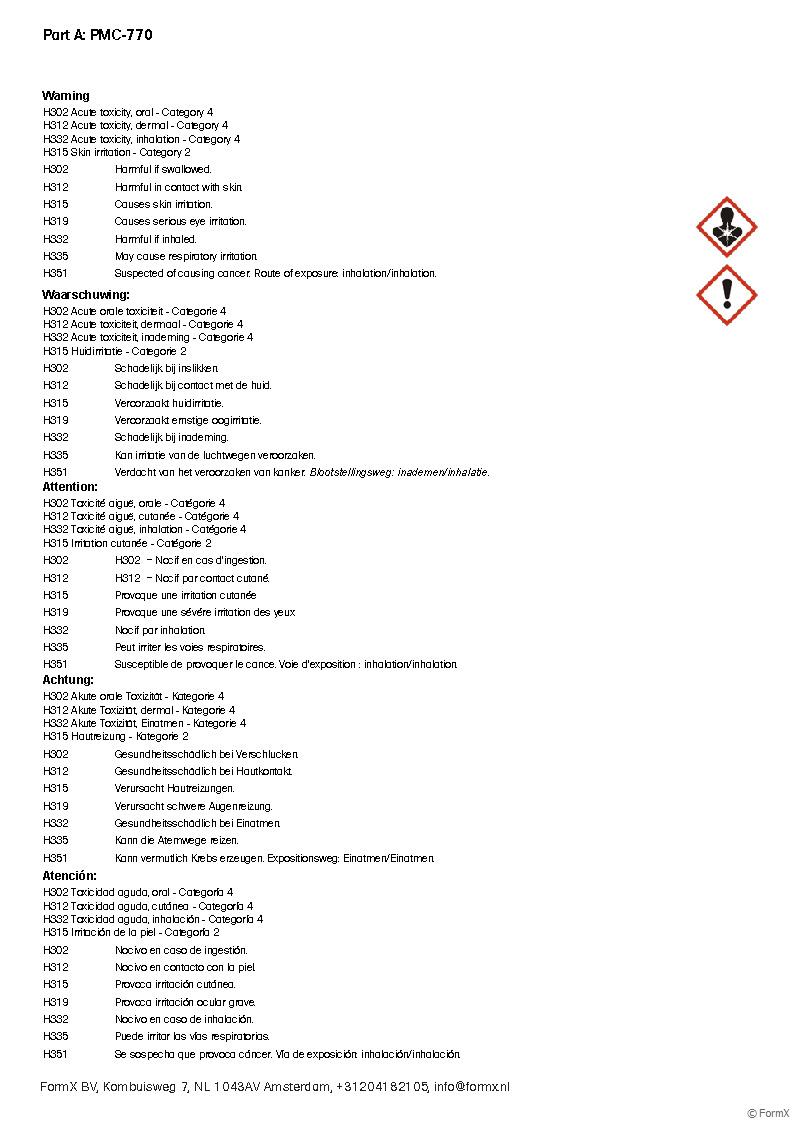
PMC 770 Safety
- Read the safety information label. Click on the image
- Lisez les informations de sécurité cliquez sur l'image
- Lea la etiqueta de información de seguridad. Haga clic en la imagen
- Lees het veiligheidsinformatie label. Klik op de afbeelding.
- Lesen Sie das Sicherheitsinformationsetikett. Klicken Sie auf das Bild.
PMC-770 products


PMC-770

Shore 70A rubber that has exceptional dimensional stability. It is suitable for production casting of abrasive materials such as concrete (pre-cast concrete, making concrete stamping pads, etc.) and gypsum plasters with high exotherms. Suitable for rubber mechanical parts of varying configurations (gaskets, wheels, pulleys) as well as ball mill liners and vibration/shock pads.
Shore 70A hardness
mixed two parts A to one part B by weight
PMC-780 WET

PMC™-780 WET contains a built-in release agent to aid in demolding concrete.
Both are used around the world for casting abrasive materials such as concrete (pre-cast concrete, making concrete stamping pads, etc.) and gypsum plasters with high exotherms.
Shore 80A Hardness - mixed two parts A to one part B by weight -negligible shrinkage
PMC 780 Dry & Wet Safety Data Info
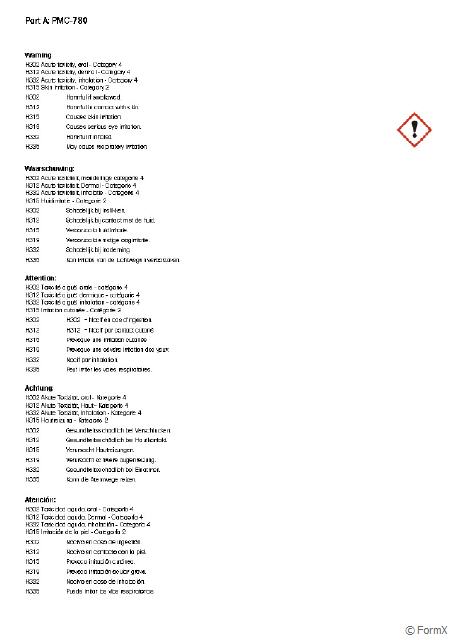

PMC-780 products



PMC-780 DRY
PMC®-780 Dry is also commonly used to make rubber mechanical parts of varying configurations (gaskets, wheels, pulleys) as well as ball mill liners and vibration/shock pads. PMC®-780 Dry does not exude an oil.
PMC®-780 is a premium performance urethane rubber that offers exceptional strength, durability and abrasion resistance.
Shore 80A hardness
mixed two parts A to one part B by weight
negligible shrinkage
PMC 780 Dry & Wet Safety Data Info
PMC-780 products


PMC-790

PMC®-790 Urethane Rubber - PMC®-790 is an industrial urethane rubber compound designed to meet the most stringent requirements of industrial production applications. It is a very hard rubber that offers superior tear and tensile strength as well as impact and abrasion resistance.PMC®-790 is suitable for a variety of industrial applications including making concrete stamping pads, mold liners and molds for casting concrete. PMC®-790 is also good for making ball mill liners, industrial rollers and belts, rubber mechanical parts.
Shore 90A hardness
PMC-790 products


PMC 790 Safety Data Info


PMC Properties Table
| PMC | A:B mixing ratio | Demold Time | Elongation at Break | Mixed Viscosity | Pot Life | Shore A Hardness | Tear Strength | Specific Gravity kg/lt |
| 744 | 2:1 weight/ volume | 16 hrs | 400 % | 3400 cps | 15 min | 44 A | 90 pli | 1,000 |
| 746 | 2:1 weight/ volume | 16 hrs | 650 % | 1200 cps | 15 min | 60 A | 100 pli | 1,000 |
| 770 | 2:1 by weight | 16 hrs | 600% | 3000 cps | 35 min | 70 A | 160 pli | 1,015 |
| 780 | 2:1 weight/ volume | 48 hrs | 700% | 2000 cps | 25 min | 80 A | 200 pli | 1,015 |
| 790 | 2:1 weight/ volume | 48 hrs | 600 % | 3000 cps | 20 min | 90 A | 300 pli | 1,068 |
Preparation - Materials should be stored and used in at room 23C. Humidity should be low. These products have a limited shelf life and should be used as soon as possible. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. Good ventilation (room size) is necessary.
Some Materials Must Be Sealed - To prevent adhesion between the rubber and model surface, models made of porous materials (gypsum plasters, concrete, wood, stone, etc.) must be sealed prior to applying a release agent. SuperSeal® or One Step® (available from Form X) are fast drying sealers suitable for sealing porous surfaces without interfering with surface detail. Shellac is suitable for rough contours. A high quality Shellac is suitable for sealing modeling clays that contain sulfur or moisture (water based). Thermoplastics (polystyrene) must also be sealed with shellac or PVA.
In all cases, the sealing agent should be applied and allowed to completely dry prior to applying a release agent.
Non-Porous Surfaces - Metal, glass, hard plastics, sulfur free clays, etc. require only a release agent.
Applying A Release Agent - A release agent is necessary to facilitate demolding when casting into or over most surfaces. Use a release agent made specifically for mold making (Universal® Mold Release). A liberal coat of release agent should be applied onto all surfaces that will contact the rubber.
IMPORTANT: To ensure thorough coverage, lightly brush the release agent with a soft brush over all surfaces of the model. Follow with a light mist coating and let dry for 30 minutes.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
IMPORTANT: Shelf life of product is reduced after opening. Remaining product should be used as soon as possible. Immediately replacing the lids on both containers after dispensing product will help prolong the shelf life of the unused product. XTEND-IT® Dry Gas Blanket (available from form x) will significantly prolong the shelf life of unused liquid urethane products.
MEASURING & MIXING - Liquid urethanes are moisture sensitive and will absorb atmospheric moisture. Mixing tools and containers should be clean and made of metal, glass or plastic. Materials should be stored and used in a warm environment 23°C.
IMPORTANT: Pre Mix the Part B before using. After dispensing equal amounts of Parts A and B into mixing container, mix thoroughly for at least 3 minutes making sure that you scrape the sides and bottom of the mixing container several times.
If Mixing Large Quantities 7 kg. or more at one time, use a mechanical mixer (i.e. Squirrel Mixer or equal) for 3 minutes followed by careful hand mixing for one minute as directed above. Then, pour entire quantity into a new, clean mixing container and do it all over again.
Although this product is formulated to minimize air bubbles in the cured rubber, vacuum degassing will further reduce entrapped air. A pressure casting technique using a pressure chamber can yield totally bubble free castings. Contact Smooth-On or your distributor for further information about vacuum degassing or pressure casting.
Pouring - For best results, pour your mixture in a single spot at the lowest point of the containment field. Let the rubber seek its level up and over the model. A uniform flow will help minimize entrapped air. The liquid rubber should level off at least 1.3 cm over the highest point of the model surface.
Curing - Allow rubber to cure overnight (at least 16 hours) at room temperature 23°Cbefore demolding. Cure time can be reduced with mild heat or by adding Smooth-On “Kick-It®” Cure Accelerator. Do not cure rubber where temperature is less than 18°C.
Post Curing - After rubber has cured at room temperature, heating the rubber to 65°C for 4 to 8 hours will increase physical properties and performance.
Using The Mold - If using as a mold material, a release agent should be applied to the mold before each casting. The type of release agent to use depends on the material being cast. The proper release agent for wax, liquid rubber or thermosetting materials (i.e. Smooth-On liquid plastics) is a spray release made specifically for mold making (available from Smooth-On or your distributor). Prior to casting gypsum plaster materials, sponge the mold with a soap solution for better plaster flow and easy release. In & Out® II Water Based Release Concentrate (available from Smooth-On) is recommended for releasing abrasive materials like concrete.
Performance & Storage - Fully cured rubber is tough, durable and will perform if properly used and stored. The physical life of the rubber depends on how you use it. Shrinkage will be higher with wet vs. dry rubbers. Contact Smooth-On directly with questions about this material relative to your application.
You might also need...

- Mixing Beakers
- Measuring Cups & Jars
- Weighting devices
- Brushes
- Protective Gear such as gloves
- Release agents